交流松下伺服減速機交流電動機驅動器交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機直流無刷交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機直流無刷交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機殼體素材資源成功代加工后不就能滿足了外置外貌件的外貌標準,鋁合金型材任何是較軟,也便捷刮傷、碰傷。鋁合金型材任何的外貌、強度特效都是較有限制,還不來賣出操作的標準。必須要 做單單從外觀上層處置來進一步完善,決定到交流松下伺服減速機交流電動機驅動器交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機直流無刷交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機直流無刷交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機殼大部分操作的原材料是AL6061、AL6063,體現了比較好防氧化物性,且決定到成本預算、提升單單從外觀上層耐腐蝕性、強度等話題。乃至還要隔爆型交流松下伺服減速機交流電動機驅動器交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機直流無刷交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機直流無刷交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機的隔爆殼體就能能承受因直流無刷交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機內壁可燃性氣物交織物爆破而不傷害,并按照隔爆黏結面將內壁爆破性氣物焰火傳進直流無刷交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機殼體對冗余出現對冗余一款或多類氣物或壓縮空氣變成的爆破性生態的引燃。陽極防氧化物是近些年交流松下伺服減速機交流電動機驅動器交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機直流無刷交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機直流無刷交流松下伺服減速機交流電動機驅動器松下伺服減速機交流電動機殼最先用的單單從外觀上層處置原則。都有就是還要噴砂、拉絲工藝、噴油、噴粉、電泳等多類單單從外觀上層處置原則可供進行。接下去來品華精密加工寫手為我們做簡短介紹書。
(1)陽極氧化。
陽極防被陽極鈍化的不良反應正確處置物大范圍APP于鋁金屬材質外層正確處置,施工工藝工作流程應該其中包括:①預正確處置②陽極防被陽極鈍化的不良反應正確處置物③調色④封孔。預正確處置關鍵時期中通過催化或初中物理做法進行維護清潔斷橋鋁型材外層,漏出來純基體,有好處于獲得了詳細完整、非均質的人力防被陽極鈍化的不良反應物膜。在陽極防被陽極鈍化的不良反應正確處置物關鍵時期中,金屬材質部件外層發生了防被陽極鈍化的不良反應物不良反應,構成防被陽極鈍化的不良反應物膜(AlO膜層)。膜的光潔度、防腐蝕涂層性和耐壓性不同于鋁。還有就是,膜外層的多孔能調色,能包括除白范圍內的某個紅顏色。在調色關鍵時期中,能選擇純色、兩色和漸變背景色。封孔是將提取的多孔防被陽極鈍化的不良反應物膜的膜孔孔隙率圍合,使防被陽極鈍化的不良反應物膜防環保問題、抗蝕和防腐蝕涂層使用性能明顯增強。

(2)噴砂
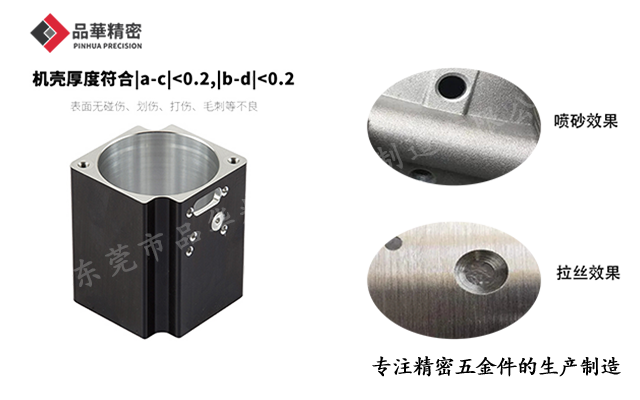
噴砂是以壓縮空氣為動力,形成高速噴射束,將噴射材料(鋼砂、玻璃砂等)噴灑到待處理的工件表面,以獲得一定的清潔或粗細表面。噴砂不僅可以處理工件表面的小毛刺。使其更加平整,提高品位,達到不同程度的高光和啞光效果——為了提高產品表面的細膩感和均勻性,一些高端產品經常使用多次噴砂。鋁合金表面多采用噴砂處理,如下圖中品華精密伺服電機附件的噴砂效果。
(3)拉絲
拔絲是在鋁件外面能夠 布條循環往復運轉變成肌理的的過程 。拔絲肌理還包括直紋、個數紋、陽光紋、水波紋等。能夠 拔絲進行處理,除了也能夠 加快外面的耐腐燭性,還也能夠 加大整體感,重點時尚商務感和科枝感。比如說,右圖展現了精細伺服控制器無刷電機陪件的拔絲功能。
(4)其它表面處理方法主要包括噴漆和噴粉、電泳三種。
①噴漆是將涂料倒入設備中,通過壓縮空氣將液體涂料分散成霧狀顆粒,附著在工件表面,干燥后即可。②噴粉,又稱噴塑,是在高壓靜電的作用下,通過電場吸附在工件表面,將涂層粉末(又稱塑料粉末)分散成粉末顆粒,形成涂層。③電泳是指在電場的作用下,帶電顆粒向與其電極相反的電極移動,稱為電泳。電泳技術稱為電泳技術,它利用帶電粒子在電場中以不同的速度移動來實現分離。

